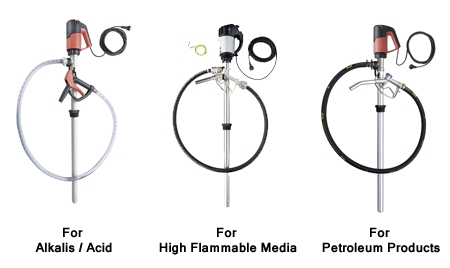
Pre-assembled for immediate commissioning. These for different applications pre-assembled pump kits consisting of motor, pump, hose, hand nozzle and compression gland are ideal for fast use. They are designed for emptying containers such as 200 l drums and IBCs.
.
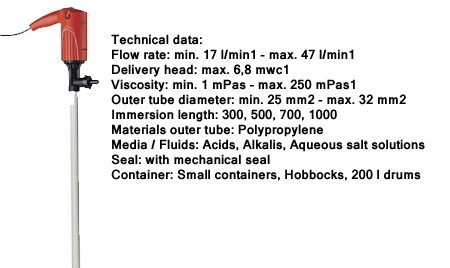
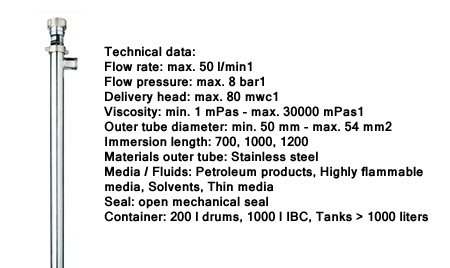
JUNIORFLUX F 310
The small drum pump JUNIORFLUX F 310 with fixed motor FEM 3070 and mechanical seal is especially suitable for pumping comparatively small quantities out of containers such as canisters or drums of up to 200 litres. The small outer tube diameter allows pumping even out of narrow openings.
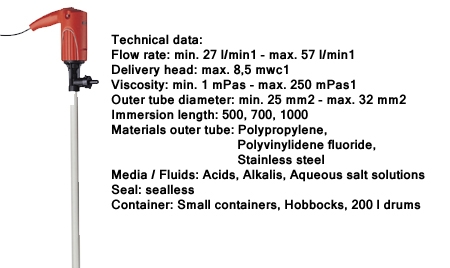
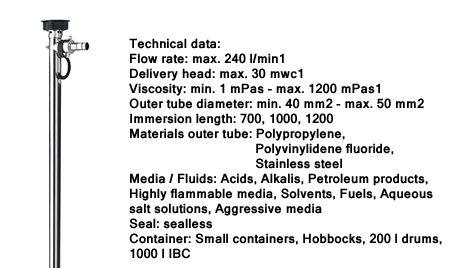
COMBIFLUX FP 314
The small drum pump COMBIFLUX FP 314 is particularly suitable for pumping comparatively small quantities from containers such as cans or up to 200 litre drums. The small diameter of the outer tube allows pumping even out of narrow openings. The sealless COMBIFLUX FP 314 is designed on a modular basis and can either be operated with the commutator motor FEM 3070 or the battery motor FBM-B 3100. This way several pumps can be operated in series with one motor.
F 560 S Hygienic application with bearing flange
The FLUX eccentric worm-drive pump F 560 S with bearing flange is suitable to pump thin to highly viscous, pasty and still flowing media. The positive displacement pump works with little turbulences, at constant pressure and ensures a smooth, pulsation-free pumping. The pump can be mounted on a trolley or a console and can be used mobile or sationary, has only a few components and can be easily dismantled.
F 560 GS Hygienic application with planetary gear
The FLUX eccentric worm-drive pump F 560 GS in version with planetary gear is used to pump thin to medium viscous media up to 30.000 mPas. The pump is especially designed to meet the specific requirements of the food, cosmetic and pharmaceutical industries and works with little turbulences, at constant pressure and ensures a smooth, pulsation-free pumping. The pump can be used mobile and stationary, has only a few components and can be easily dismantled.
F 550 TR Horizontal use
The FLUX eccentric worm-drive pump F 550 TR in horizontal version is perfect for containers that are not accessible from the top. It is used to pump thin to highly viscous, pasty, still flowing media. The positive displacement pump works with little turbulences, at constant pressure and ensures a smooth, pulsation-free pumping. The pump can be mounted on a trolley or a console and can be used mobile or sationary, has only a few components and can be easily dismantled.
F 550 S Industrial application max. 80.000 mPas
The FLUX eccentric worm-drive pump F 550 S with bearing flange is suitable to pump thin to highly viscous media. The positive displacement pump works smoothly at a constant pressure and ensures a gentle, pulsation-free pumping. The pump can be used mobile and stationary, has only a few components and can be easily dismantled.
F 550 GS Industrial application max. 30.000 mPas
The FLUX eccentric worm-drive pump F 550 GS with planetary gear is suitable to pump thin to medium viscous media. The positive displacement pump works smoothly at a constant pressure and ensures a gentle, pulsation-free pumping. The pump can be used mobile and stationary, has only a few components and can be easily dismantled.
.

F 300, F 400 and F 500 Motors
For driving the FLUX pump a wide range of electrical to pneumatic motors is available. Even if you work in hazardous areas or with flammable liquids. Depending on the application, different pumps can be driven by different motors. Thus, the output of a drum pump depends, among other things, on the power of the motor. Here you will find the most economical and safest drive solution for your application.
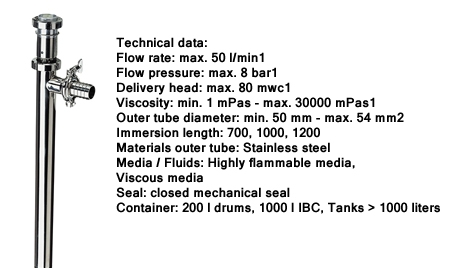
F 424 / FP 424 Drum pump sealless
The sealless Drum pump F/FP 424 is ideal for transferring various low-viscosity, also aggressive media. It is suitable for media that flow quickly and neither bond, crystallize nor are abrasive. With this pump you can empty drums, IBCs and also basins. Distinct feature, only at FLUX: The specific construction with spiral-shaped guide bearing in the inner tube prevents unwanted deposits in the pump and increases the service life significantly. The pump is available in stainless steel, polypropylene or polyvinylidene fluoride. The F/FP 424 in stainless steel can also be used in hazardous areas.

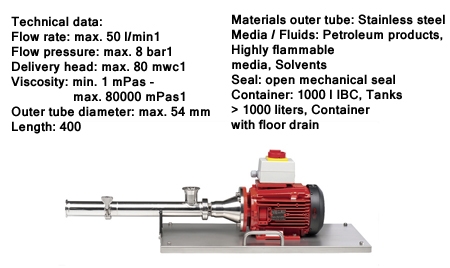
Container pump MINIFLUX
The horizontally installed, compact container pump MINIFLUX is designed for emptying IBCs via their floor-level outlet. Designed as an alternative to a vertical pump, the MINIFLUX can be used when an IBC is not accessible from the top. It is suitable for applications when gravity draining via the outlet tap is insufficient e.g. rapid dispensing or transfer to another container in a higher location. Power can ideally be provided by a commutator or compressed air motor.
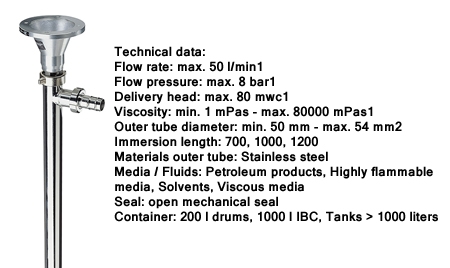
F 426 Drum pump for mixing and/or pumping
The Drum pump F 426 is ideal for mixing and/or pumping inhomogeneous media. You can keep media moving that tend to segregate, even during pumping. With the outlet closed, e.g. via a hand nozzle, the F 426 can be temporarily operated as pure mixing pump. By turning the adjusting lever, the pump can be easily adjusted to "mixing" or "pumping". The pump is easy to dismantle for rapid cleaning. The pump is available in stainless steel and polypropylene. The stainless steel version can also be used in hazardous areas.
F 427 / FP 427 Drum pump for hygienic applications
The Drum pump F/FP 427 is ideal for hygienic applications and suitable for conveying media out of drums, IBCs and other containers. It can be easily and quickly disassembled for cleaning / sterilization and can be completely stripped down to individual parts. The pump has minimal dead spots. The drive shaft, the inner and the outer tube are made of stainless steel (316 Ti resp. 1.4581). The pump is also available as FOOD and 3A certified version and complies with international safety standards.
F 425 / FP 425 Drum pump for 99.98% drum emptying
With the Drum pump F/FP 425 there is less than 0.05 l residual amount left in a 200 l drum, so maximum 0.02 %. The pump has an integrated backflow valve that is easy to close before taking the pump out of the container. Thus the backflow of the medium in the pump is prevented. This makes optimum use of especially expensive media possible and saves additional cleaning and disposal costs when handling problematic media. The pump is available in stainless steel, polypropylene and hastelloy C. In stainless steel and hastelloy C the pump F/FP 425 can also be used in hazardous areas.
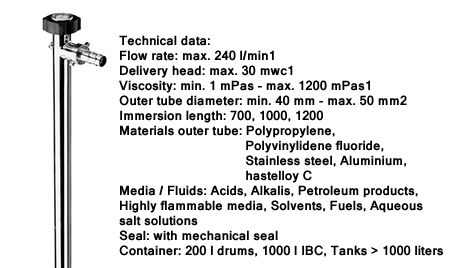
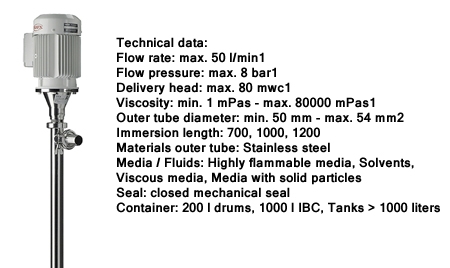
F 430 / FP 430 Drum pump with mechanical seal
The universal Drum pump F/FP 430 pump can be used for various media and is suitable for conveying out of drums, IBCs or tanks. Due to the construction with mechanical seal, the pump can be easily and quickly taken apart into its two main components. This allows good cleanability. Distinct feature, only at FLUX: The inner tube is reinforced with a metal core on plastic models (PP and PVDF). This always allows full function of the mechanical seal. This way, leakage and unnecessary wear are prevented for the complete operating temperature range. Furthermore, it provides highest stability and makes immersion lengths of up to 3 000 mm possible. The versions in stainless steel and hastelloy C are ex-protected. The stainless steel version is also available as FOOD certified version.
